CNC Custom Plastic Chain Guide Manufacturer
Fast Tooling-Free Prototyping & Globally Compliant
Core Engineering Features:
Straightness: ≤0.05mm/m for precision tracking.
Material Stability: Stress-relieved to prevent maritime warping.
Prototyping: 3-day lead time with zero tooling costs.
Concentricity: ±0.02mm hole alignment for fast assembly.
Certifications: FDA, REACH, and RoHS compliant materials.
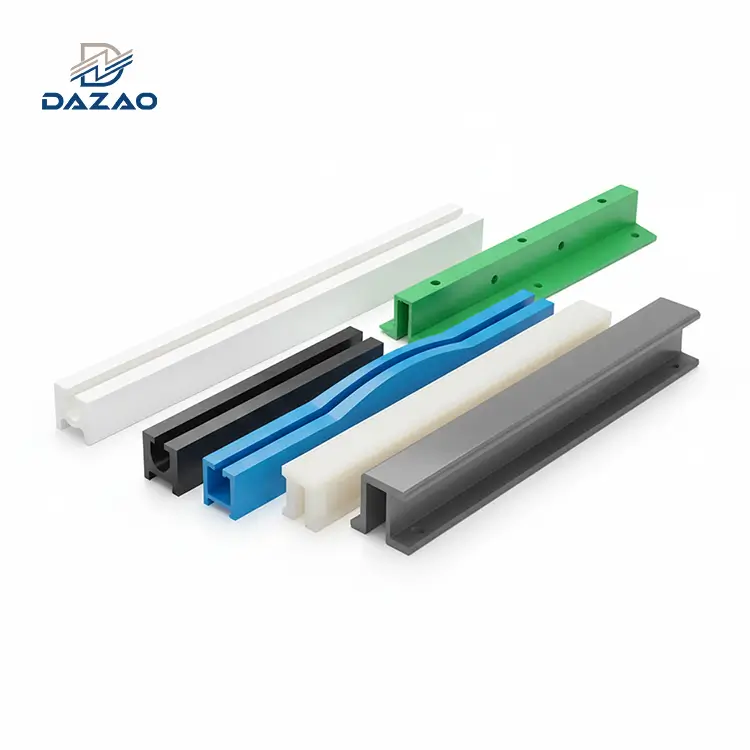
Profiles: Standard T, U, C, CKG, and custom 5-axis geometries.

Industrial Engineering and Machining Capabilities
Advanced 5 axis CNC processing for complex profiles and extreme dimensional stability
Our facility provides high-precision 5-axis CNC machining for plastic chain guides designed for high-speed conveyor systems and automated assembly lines. Unlike standard extruded profiles, these components are fully machined from annealed plates including UHMWPE, PA66, and POM. This process eliminates internal stresses and ensures dimensional stability during long-distance maritime shipping. We support complex 3D geometries, including curved rails and spiral guides, without the need for expensive injection molds.

Corrective Field Engineering and Failure Analysis
Technical insights from 9 years of resolving conveyor tracking and material fatigue issues
Technical excellence is built on resolving real-world failures. Our current production protocols are derived from extensive field data and historical case resolutions:
1.Eliminating Assembly Misalignment (2021 Case)
A German packaging client reported 0.8mm/m parallelism deviations in extruded-and-drilled guides, causing chain snagging. Root Cause: Inconsistent clamping references during secondary operations. Solution: Adopted single-station CNC machining where the guide surface, mounting slots, and holes are processed in one setup. Current first-pass assembly rate: 100%.
2.Low-Temperature Fracture Prevention (2022 Case)
A North American cold-chain client experienced PA66 guide cracking at -18°C. Root Cause: Material embrittlement in sub-zero environments. Solution: Transitioned to Toughened UHMWPE with high impact strength at low temperatures. We now mandate a 4-point environmental audit (Temp, Speed, Load, Media) before material selection.
3.Wear Reduction via Profile Optimization (2023 Case)
An Australian bottling plant saw premature wear at guide entry points. Root Cause: Square-cut ends caused chain link impact. Solution: Standardized 30° lead-in chamfers and R0.5 transition radii on all butt-joints, increasing guide service life by 40%.

Industry Compliance and Machining Standards
Precise tolerances and material certifications meeting global industrial safety requirements
|
Parameter |
Technical Specification |
Data/Standard |
|
Primary Materials |
UHMWPE (PE1000), Nylon (PA6/PA66), POM-C, PTFE |
Virgin & Modified Grades |
|
Machining Process |
5-Axis CNC Milling, Planning, Profiling |
Stress-Relieved Process |
|
Dimensional Tolerance |
±0.02mm to ±0.1mm (Material Dependent) |
DIN ISO 2768-m |
|
Straightness |
≤0.05mm per meter |
Laser Tracker Verified |
|
Surface Roughness |
Ra 0.8μm - Ra 1.6μm |
High-Speed End Milling |
|
Max Machining Length |
Up to 6000mm (Sectional splicing available) |
Seamless Butt-Joints |
|
Compliance |
FDA Food Grade, EU 10/2011, RoHS, REACH |
Lab Certified |

Technical Differentiation and Stress Relief Protocols
Proprietary thermal stabilization and edge finishing for superior mechanical longevity
Thermal Stress Control (Anti-Warping Process)
UHMWPE has a thermal expansion coefficient 5x higher than steel. To prevent deformation during sea freight, we implement:
· Constant Temp Annealing: Raw plates are heat-treated to neutralize residual stresses.
· Low-Temp Air Cooling: CNC parameters are optimized with vortex cold-air systems to prevent thermal expansion during cutting.
· Stabilization Period: Parts are rested for 24 hours between rough and finish machining.
Condition-Based Material Selection Matrix
|
Condition |
Recommended Material |
Engineering Advantage |
|
High Load / Oil Exposure |
Modified Nylon (PA66) |
High stiffness; resists lubricants |
|
High Speed / Food Grade |
Virgin UHMWPE |
Low friction (μ: 0.10-0.22); FDA compliant |
|
Cold Storage (-20°C) |
Toughened UHMWPE |
High notch impact strength; no brittle failure |
|
High Precision / Stiffness |
Acetal (POM-C) |
Low moisture absorption; high dimensional rigidity |
Joint Geometry and Surface Finish Optimization
Standard extruded guides often fail at the joints. Our CNC process includes:
· Staggered Lap Joints: Precision-milled lap joints ensure a flush guiding surface with zero step-height.
· Entry/Exit Radii: Standard R0.5 curves and 30° lead-in angles eliminate chain impact and reduce noise by 6-8 dB.

Primary Industrial Applications and Environments
Reliable guiding solutions across food processing automotive and logistics sectors

Food & Beverage
High-speed bottling and canning lines (Wash-down compatible).

Automotive Assembly
Heavy-duty chassis conveyor systems (Oil resistant).

Logistics & Sorting
High-speed parcel induction lines (Wear resistant).

Pharmaceutical
Cleanroom-compliant transport systems (Low dust emission).
FAQs

01.Can you reverse engineer a plastic chain guide from a physical sample?
02.How do you ensure plastic guides don't warp during long-distance shipping?
03.What is the minimum order quantity for precision guides?
04.Can you provide FDA-certified materials for food contact?
05.What is the maximum length of a single-piece guide rail?
06.How do I choose between Nylon and UHMWPE for my conveyor?
Expert DFM Feedback Within 24 Hours
Submit 2D/3D CAD files (STEP, IGS, or PDF) for a technical review.
Our engineers will verify material suitability and provide a competitive quote for batch production or prototyping needs.
Contact Us

Hot Tags: Plastic Chain Guide, UHMWPE wear rail, Machined nylon guide, Conveyor chain tracks, POM chain guide





